





Китай: лидер по термопарам для газовых котлов?
2026-02-05
Когда слышишь это, первая мысль — ?ну да, всё сейчас делают в Китае?. Но если копнуть глубже, за этим стоит не просто дешевое производство, а целая эволюция в подходе к, казалось бы, такой консервативной штуке, как термопара. Многие до сих пор уверены, что надежную термопару для котла могут делать только в Германии или Италии, а китайские аналоги — это лотерея. Я и сам лет десять назад так думал, пока не столкнулся с партией от одного производителя, которая пережила итальянские оригиналы в одинаковых условиях. Вот с этого всё и началось.
Откуда взялся этот ?лидер??
Это не случилось в одночасье. Раньше китайские термопары действительно были головной болью: нестабильный калибровочный коэффициент, хрупкая керамическая изоляция, проблемы со сваркой горячего спая. Помню, мы в 2010-х закупали партию для тестов — из десяти штук три сразу показали дикий разброс по ТЭДС. Отвернулся, конечно. Но ключевой момент — они не остановились. В отличие от многих европейских производителей, которые десятилетиями штампуют одно и то же, китайские инженеры стали активно адаптировать технологии. Не просто копировать, а именно адаптировать под массовое, но требовательное производство.
Что изменило игру? Доступ к современному метрологическому оборудованию и, как ни странно, жесткие внутренние стандарты на газовое оборудование. Китайский рынок котлов огромен, и местные власти стали требовать повышенной безопасности. Это заставило производителей датчиков вкладываться в контроль качества. Сейчас на многих заводах, например, у того же ООО Чунцин Бошэн Приборостроение, стоит рентгеновский контроль сварных швов горячего спая — вещь, которую я не на каждом европейском заводе видел. Их сайт (https://www.bsyb.ru) — кстати, хороший пример, не просто витрина, а видно, что делают упор на R&D и собственные испытательные стенды.
И вот важный нюанс: они научились работать с материалами. Никель-хромовые и никель-алюминиевые сплавы (тип K) — основа основ. Раньше проблема была в чистоте сплава и однородности диаметра проволоки. Сейчас многие китайские поставщики закупают проволоку у одних и тех же проверенных металлургических комбинатов, что и европейцы. Разница в цене часто не в материале, а в трудоемкости сборки и уровне автоматизации. А автоматизацию они внедряют очень агрессивно.
Где подвох? Опыт из практики
Конечно, не всё идеально. Типичная ошибка — считать все китайские термопары одинаковыми. Рынок сегментирован дико. Есть кустарные мастерские, которые паяют на коленке, а есть предприятия вроде упомянутого Бошэн, которые сидят в промышленном парке Синьхуа Чжунхай в Чунцине, с площадью в 1800 квадратов и своими инженерами. Разница — как между шаурмой из ларька и ужином в ресторане. Внешне похоже, а на деле — нет.
Я наступил на грабли с ?экономией? в 2018. Заказал партию термопар для настенных котлов у нового поставщика по рекомендации. Цена была соблазнительной. Пришли — внешне безупречно. Но при циклических испытаниях (нагрев-остывание) начались проблемы. Через ~500 циклов у 15% образцов поплыла характеристика, появился гистерезис. Причина оказалась в керамических изоляционных бусах. Их делали из более дешевого оксида алюминия, с меньшей плотностью и стойкостью к термоударам. Влага со временем проникала в микропоры, и при быстром нагреве происходили микротрещины. Урок: всегда спрашивай спецификацию на каждый компонент, даже на бусины.
Сейчас наш протокол приемки включает обязательный тест на термоудар и проверку изоляционного сопротивления при высокой влажности. И знаете что? Некоторые китайские производители, которые позиционируют себя как высокотехнологичные предприятия, сами предоставляют подобные отчеты по испытаниям. Это говорит о зрелости процесса. Они понимают, что продают не железку, а элемент безопасности.
Специфика под газовые котлы
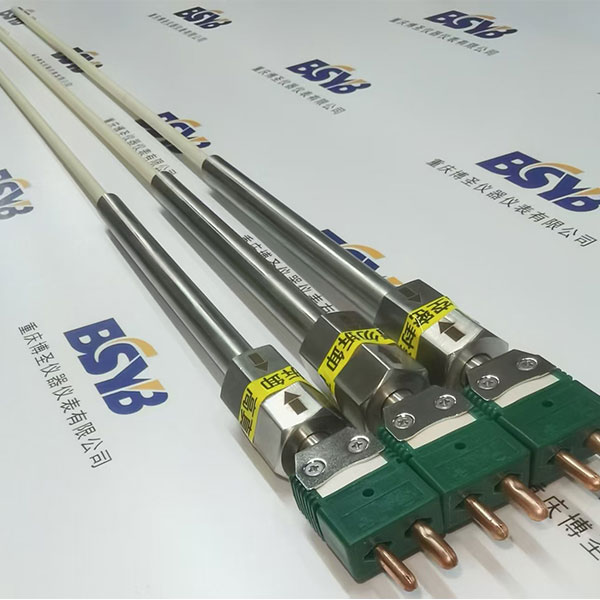
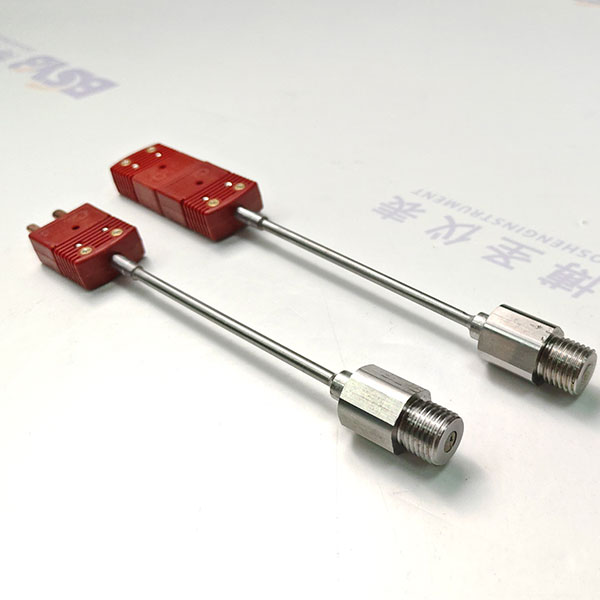
Термопара в газовом котле — это не просто датчик температуры. Это, по сути, элемент системы безопасности (газ-контроль) в традиционных моделях и точный измеритель в контуре ГВС и отопления в современных. К ней требования особые: долгая работа в среде продуктов сгорания, вибрация от горелки, необходимость быстрого отклика.
Китайские производители стали сильно продвинуться в калибровке. Раньше была беда с точностью в низкотемпературном диапазоне (до 100°C), критичном для контроля температуры обратки. Сейчас многие используют автоматические калибровочные линии с эталонными печами и прецизионными потенциометрами. У того же Бошэн в описании деятельности прямо указано — ?высокоточные, термостойкие, коррозионно-устойчивые датчики?. Это не просто слова. Мы проверяли их образцы типа K в диапазоне 0-300°C — отклонение укладывалось в допуск класса 1 по ГОСТу, а это отличный результат.
Еще один момент — конструктивное исполнение. Европейские котлы часто имеют уникальные посадочные места. Китайские производители, ориентированные на экспорт, научились гибкости. Пришли к ним с чертежом или образцом термопары от старого Vaillant или Baxi — через неделю присылают 3D-модель и предлагают несколько вариантов исполнения наконечника. Это ценится в ремонтном сегменте.
Не только производство, но и логистика мышления
Лидерство — это не только про качество изделия, но и про то, как выстроен процесс вокруг него. Здесь у китайских игроков часто есть преимущество. Возьмем цепочку: запрос цены — техзадание — образцы — производство — доставка. У европейского завода на это может уйти 2-3 месяца. У китайского, который настроен на работу с Россией и СНГ, сроки часто в 1.5-2 раза меньше.
Но тут кроется ловушка. Быстрые сроки иногда достигаются за счет полуфабрикатов. То есть, у них на складе есть заготовки — откалиброванная проволока в бусах, стандартные трубки защиты. Собирают быстро. Это хорошо, если тебе нужен стандартный тип. Если же нужна нестандартная длина или особый материал чехла (скажем, инконель 600 вместо обычной нержавейки), то могут возникнуть задержки, потому что свою проволоку они уже откалибровали, а новую нужно заказывать. Нужно это понимать и закладывать время.
Компания ООО Чунцин Бошэн Приборостроение, судя по их описанию, делает ставку на полный цикл — от разработки до обслуживания, и это правильный путь для сложных заказов. Когда 35 сотрудников — это не просто сборщики, а инженеры и технологи, как они заявляют, это позволяет решать нестандартные задачи. Например, подобрать пару сплавов для термопары типа S (платина-родий) для высокотемпературных испытаний теплообменников. Это уже не массовый рынок, а нишевые решения, и здесь они тоже начинают конкурировать.
Что в итоге? Взгляд в будущее
Так лидеры ли они? По объему производства и охвату рынка — безусловно. По абсолютному качеству в премиум-сегменте? Пока нет, здесь пока держатся немецкие и японские бренды с их многолетним заделом по металловедению. Но разрыв сокращается катастрофически быстро. Уже сейчас китайская термопара для среднестатистического газового котла, будь то корейской, итальянской или российской сборки, — это часто оптимальное соотношение цены, срока службы и точности.
Главный вывод для таких как мы, практиков: нельзя относиться к ?Китаю? как к чему-то однородному. Нужно искать именно тех производителей, которые вкладываются в контроль, в материалы, в инженерную поддержку. Тех, у кого есть своя лаборатория, а не только сборочный цех. Тех, кто готов предоставить не только сертификат, но и детальные отчеты по испытаниям на стойкость к коррозии от продуктов сгорания — это критично для котлов.
Будущее, я думаю, за гибридными решениями. Китай станет основным хабом для массового, надежного производства. А европейские компании могут сместить фокус на сверхточные и специализированные решения, где цена — второстепенный фактор. Но для 95% задач, связанных с ремонтом и производством газовых котлов, ответ на вопрос в заголовке уже сейчас скорее ?да?, чем ?нет?. Просто этот ?да? нужно подтверждать не словами, а конкретными техусловиями и жестким входным контролем. Как и с продукцией из любой другой точки мира, впрочем.