





Где найти производителя китайской высоковакуумной термопары W-Re?
2026-01-12
Вопрос, казалось бы, простой — погуглил и нашёл. Но с вольфрам-рениевыми термопарами для высокого вакуума всё упирается в детали, которые в открытом доступе не пишут, а понимаешь только набив шишки. Многие ищут просто ?производитель?, а нужно искать того, кто понимает физику отжига в водороде, контроль примесей в сплаве и пайку керамических изоляторов без флюсов. Иначе получишь красивый, но бесполезный в реальной установке стержень.
Почему это не просто ?купить датчик?
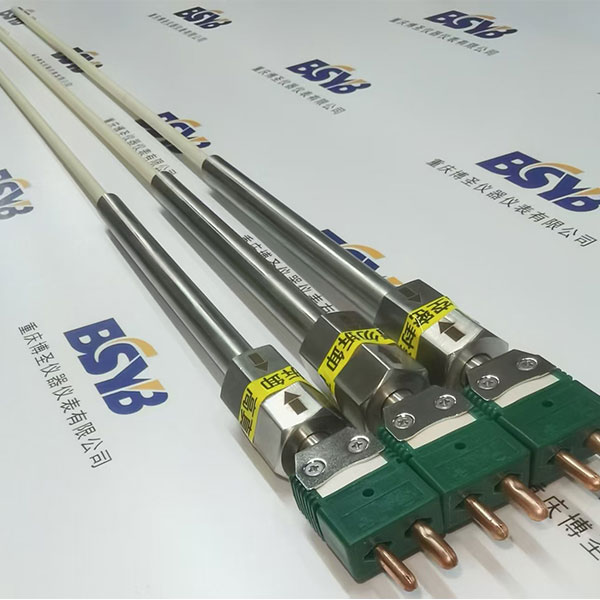
Стандартные термопары типа K или S в высоковакуумные печи, особенно с рабочими температурами за 1800°C, часто не подходят. Нужен именно W-Re (вольфрам-рениевый) сплав, обычно WRe5-WRe26 или WRe3-WRe25. Ключевое слово — ?китайской?. Не из-за цены, а потому что несколько китайских производителей за последние годы реально вышли на уровень, где могут стабильно поставлять калиброванные сенсоры с правильно подготовленной поверхностью. Европейские аналоги в разы дороже, а российские… с производством чистых сплавов и тонкой керамикой тут пока сложно.
Основная загвоздка — совместимость с вакуумом. Речь не только о том, чтобы не было органики. Любая летучая примесь в изоляторе (MgO, Al2O3) или в самой оболочке при высоком температурном вакууме начнёт газить и отравлять процесс. Я видел, как из-за неправильно подобранной керамики в зоне 2000°C и 10^-5 мбар через 20 циклов термопара начинала ?плыть? на десятки градусов. Производитель потом разводил руками — мол, керамика стандартная, высокотемпературная. А она не была специально обожжена в вакуумных условиях.
Поэтому первый фильтр при поиске — даже не сайт, а техническая переписка. Сразу задаю вопросы про газовыделение оболочки (материал молибден? специальная нержавейка?), про метод калибровки (сверка с эталоном в аналогичных условиях вакуума или просто в печи?) и главное — про опыт поставок для высоковакуумных применений. Если в ответ присылают общий каталог на все типы термопар — это не наш вариант.
Где и как искать: от площадок до сарафанного радио
Alibaba или Made-in-China — очевидные точки входа. Но там 90% — трейдеры. Они могут даже не знать, что у них в линейке есть высоковакуумная термопара. Нужно пробиваться через них к реальному заводу. Иногда помогает поиск на китайских технических форумах или научных статьях, где авторы благодарят за оборудование. Нашёл одного из своих нынешних поставщиков именно так — в статье по металловедению мелькнула благодарность завода за кастомные датчики.
Важный момент — многие достойные производители не имеют глянцевых англоязычных сайтов. Их сайты выглядят устаревшими, информация скупая. Но если там есть раздел с описанием технологического процесса, фотографиями чистых помещений для сборки, упоминанием стандартов (не только GB, но и попытки соответствовать ASTM E988) — это хороший знак. Например, наткнулся на сайт ООО Чунцин Бошэн Приборостроение (https://www.bsyb.ru). В описании компании указано, что они расположены в промышленном парке, имеют 1800 кв. метров площадей и занимаются разработкой и производством высокоточных, термостойких датчиков. Это уже лучше, чем ?мы всё производим?. Упоминание ?коррозионно-устойчивых и износостойких? решений намекает на работу с разными средами, а это часто пересекается с вакуумной стойкостью.
Но сайт — это лишь визитка. Реальная проверка начинается с запроса на расчёт. Я всегда прошу предоставить ТУ или data sheet именно на вакуумное исполнение. Если просят уточнить давление, температуру, среду (может быть, остаточная атмосфера водорода?) и быстро готовят предварительный расчёт — это второй плюс. Если же начинают тянуть или предлагают ?универсальное решение? — ставлю крест.
Критерии оценки и подводные камни
Цена, конечно, важна, но она не должна быть самой низкой. Дешёвый вариант почти всегда означает экономию на материале электродов (не тот чистоты сплав) или на контроле. Обязательно спрашиваю о сертификате на сплав, о протоколе первичной калибровки. Хороший производитель предоставляет его если не бесплатно, то за небольшую доплату.
Огромная проблема — сроки. Многие обещают 4-6 недель, а реально выходит 8-12. Почему? Потому что производство W-Re термопар часто не конвейерное, а штучное. Задержки могут быть на этапе закупки правильной керамической трубки или отжига. Нужно сразу закладывать риск сдвига сроков и обсуждать этапность оплаты, привязанную к реальным этапам производства (например, 30% после подтверждения заказа, 50% после предоставления фото готовой сборки до калибровки, 20% после отгрузки).
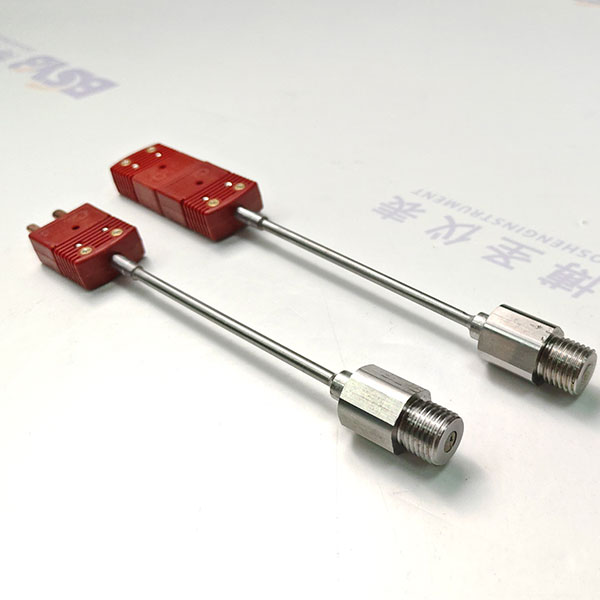
Ещё один нюанс — конструкция холодного спая. Как они его оформляют? Просто выводные клеммы или герметичный переходной разъём под вакуумный фланец? Это часто становится предметом отдельной доработки. Идеально, если производитель сам предлагает разные варианты и может сделать чертёж на согласование.
Опыт взаимодействия и проверки качества
Первый заказ всегда делаю пробный — одну-две штуки. Несмотря на все заверения, нужно провести свои испытания. Мы проверяем не только калибровку в печи, но и газовыделение методом остаточного газового анализа (RGA) при прогреве. Бывало, что датчик отлично работал по температуре, но давал пик по водороду или углекислоте, что убивало весь процесс.
Хороший производитель не боится такой проверки и даже интересуется её результатами. С некоторыми мы потом долго переписывались, обсуждая, как можно улучшить отжиг или подобрать другой изолятор. Вот это — признак серьёзного отношения. Они не продают железку, они продают решение для измерения. К таким, судя по описанию их деятельности, может относиться и упомянутое ООО Чунцин Бошэн Приборостроение, которое позиционирует себя как высокотехнологичное предприятие с полным циклом от разработки до обслуживания. Это важно: наличие собственных инженеров означает возможность диалога и кастомизации.
После удачной пробной поставки можно говорить о партиях. Но и тут расслабляться нельзя. Нужно договориться о сохранении партии сплава и технологических параметров. Раз от разу не должно быть сюрпризов в пределах заявленной погрешности.
Итог: куда смотреть в 2024 году
Итак, где найти? Не на первой странице поисковика. Нужно копать глубже, смотреть на компании, которые делают акцент на технологию, а не на объёмы продаж. Сайты вроде bsyb.ru — хорошая отправная точка, если за ними стоит реальное производство, а не просто сборка из купленных компонентов.
Главный совет — формулируйте запрос максимально технически подробно с первого письма. Указывайте: тип сплава, диаметр, длину горячей зоны, материал оболочки, тип изоляции, требуемый вакуум, максимальную температуру, среду (инертная, водородная), тип холодного спая, класс точности. Это отсеет непрофессионалов сразу.
И помните, что идеального производителя, возможно, не существует. Будет какой-то компромисс между ценой, сроком, качеством и техподдержкой. Ваша задача — найти того, с кем этот компромисс будет управляемым, а диалог — конструктивным. Иногда проще и надёже работать с тем, кто делает меньше, но понимает больше в вашей конкретной задаче — в измерении температуры в условиях глубокого вакуума.