





Заводы Китая: термопары для котлов — инновации?
2026-02-06
Когда слышишь про китайские термопары для котлов, многие сразу думают о дешёвом ширпотребе. Знакомо. Но если копнуть глубже, особенно в сегменте промышленных котлов, картина начинает сильно меняться. Вопрос в том, где именно искать эти изменения — не в громких заголовках, а в деталях производства и адаптации к реальным, часто жёстким, условиям на объектах.
Откуда растут ноги у стереотипов
Работая с поставщиками лет десять назад, сталкивался с одной и той же проблемой: партия работает идеально, а следующая — полный разброс по калибровке. Причина была не столько в теории, сколько в культуре производства. Контроль на выходе есть, а вот стабильность процесса изготовления самих термоэлектрических преобразователей — хромала. Это и породило мнение, что китайская продукция — лотерея.
Сейчас же многие заводы, особенно те, что работают на экспорт в СНГ или Европу, вынуждены были перестроиться. Давление со стороны заказчиков, которые требуют не просто сертификат, а детальные протоколы испытаний на циклический нагрев, вибрацию, агрессивные среды. Без этого контракт не подписать. Это изменило подход.
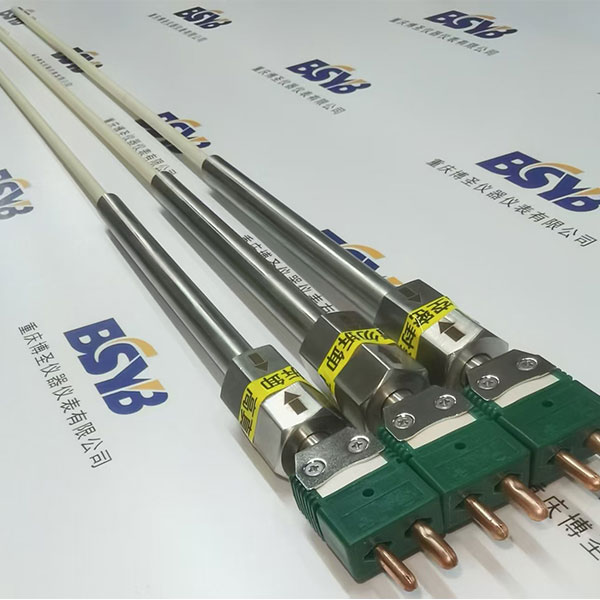
Возьмём, к примеру, защитную арматуру. Раньше могли поставить обычную нержавейку AISI 304 на среду с высоким содержанием серы — и всё. Сейчас же нормальный производитель уже сам уточнит условия и предложит вариант с 316L или даже с инконелем. Это не реклама, а необходимость, чтобы не получить потом рекламации.
Что на самом деле скрывается за инновациями
Слово-то модное. Но в нашем контексте инновация — это часто не прорывная технология, а грамотная и кропотливая доработка классических решений под конкретные боли. Например, проблема с вибрационной усталостью на угольных ТЭЦ.
Видел, как на одном из объектов постоянно выходили из строя термопары в горелочных устройствах. Стандартные не выдерживали долго. Завод-изготовитель, с которым мы тогда сотрудничали, не стал изобретать велосипед, а просто пересмотрел технологию сварки горячего спая и способ крепления чехла, увеличив его массу и жёсткость. Ресурс вырос втрое. Это и есть та самая ценная инновация — приземлённая и решающая проблему.
Или взять калибровку. Появление на заводах автоматизированных печей с компьютерным съёмом данных ЭДС, которые строят реальную градуировочную кривую для каждой партии, а не просто проверяют по трём точкам. Это резко снизило разброс. Для нас, как для инженеров, такая стабильность — главное.
Кейс в деталях: от чертежа до дымовой трубы
Хороший пример — сотрудничество с компанией ООО Чунцин Бошэн Приборостроение (их сайт — bsyb.ru). Они из тех, кто позиционирует себя как высокотехнологичное предприятие, что часто бывает просто маркетингом. Но здесь обратил внимание на детали. В описании их площадки в промышленном парке Синьхуа Чжунхай указано про изготовление коррозионно-устойчивых датчиков. Ключевое — предлагая решения.
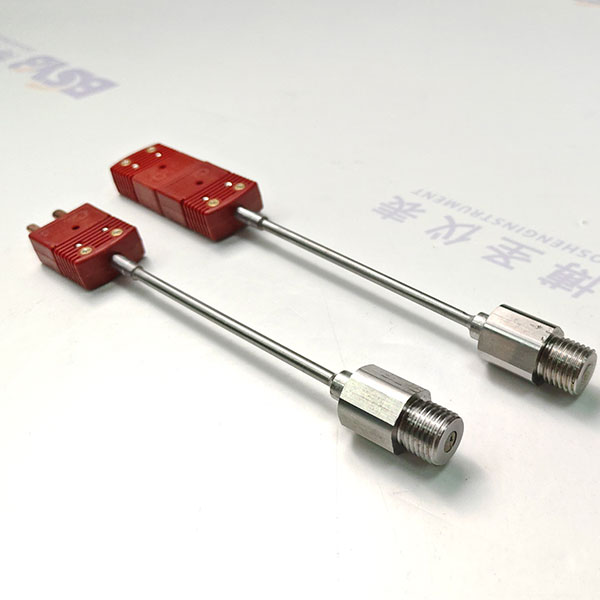
Мы как раз искали решение для измерения температуры дымовых газов после мокрого скруббера, где среда — адская смесь влаги, серной кислоты и частиц. Стандартные чехлы из 310S прожигало за полгода. Специалисты Бошэн запросили детальный состав среды, температурный график и даже фото вышедших из строя образцов. В итоге предложили не просто чехол, а сборный зонд с дополнительной защитной гильзой из высококремнистого чугуна, с особым уплотнением верхней части. Конструкция не была космической, но продуманной.
Важный момент: они не отправили готовый каталог, а прислали инженерное предложение с чертежами и расчётами предполагаемого срока службы. После полутора лет эксплуатации — пока нареканий нет. Это тот случай, когда завод работает как партнёр, а не просто фабрика. Их профиль — разработка и производство высокоточных датчиков — в этом проекте подтвердился.
Где подводные камни и как их обходить
Даже с хорошими поставщиками нельзя терять бдительность. Одна из главных ловушек — экономия на материале электродов в самой термопаре. Заказываешь хромель-алюмель (ТХА), а в партии может попасться материал с некондиционным содержанием кремния или марганца. Это убивает стабильность термо-ЭДС при длительной работе.
Выработал правило: всегда прописывать в спецификации не только тип сплава, но и требовать паспорт материала от металлургического завода-изготовителя. Серьёзные производители, такие как упомянутый Бошэн, обычно идут навстречу и предоставляют такие документы. Это признак качества.
Другая частая проблема — несоответствие длины погружаемой части (монтажной длины) и глубины гильзы. Казалось бы, мелочь. Но на практике при замене старого датчика оказывается, что новый, будучи на 10 мм короче, показывает температуру газов, а не жидкости в котле. Всегда нужно сверять чертежи и требовать контрольные фото готового изделия с линейкой перед отгрузкой. Мелочи, но именно они определяют успех монтажа.
Так инновации ли это? Итоговые мысли
Возвращаясь к заглавному вопросу. Если говорить о фундаментальных прорывах в физике термоэлектричества — нет, китайские заводы здесь не лидеры. Их сила в другом.
Их инновация — это гибкость, скорость адаптации и готовность вникать в нестандартную задачу. Это способность наладить производство термостойких датчиков под конкретный, пусть и небольшой, тираж с разумным соотношением цены и надёжности. Это внедрение современных систем контроля качества, которые обеспечивают повторяемость результата от партии к партии.
Для инженера-теплотехника, который отвечает за бесперебойную работу котельной, это часто важнее, чем абстрактные высокие технологии. Нужен инструмент, который работает. И сегодня многие китайские производители, особенно те, что сфокусированы на промышленном сегменте, научились такой инструмент поставлять. Главное — знать, как их выбирать: не по глянцевым каталогам, а по готовности обсуждать техзадание, предоставлять расчёты и делиться реальными данными испытаний. Вот это и есть главный сдвиг, который я наблюдаю в последние пять лет.