





Китай термопара завод: инновации?
2026-01-17
Когда слышишь ?китайский завод?, в голове часто всплывает одно: масштаб, цена, может, даже копирование. Но с термопарами и датчиками — история другая. Многие ждут оттуда просто дешёвый расходник, а потом удивляются, почему в печи под 1300°C или в агрессивной среде эта ?расходка? ведёт себя непредсказуемо. Вот тут и начинается самое интересное — а что на самом деле происходит на этих производствах? Говорят об инновациях, но часто это просто маркетинг. Однако, если копнуть глубже в процессы, а не в каталоги, картина меняется.
Не цена, а понимание процесса
Раньше и я думал, что главный козырь — стоимость. Пока не столкнулся с ситуацией на металлургическом комбинате. Заказали партию термопар типа S для контроля температуры в печи. По спецификациям — всё идеально, платинородий-платина, керамическая изоляция. Но на практике — разброс показаний и необъяснимый дрейф через пару недель. Оказалось, проблема не в сплаве даже, а в технологии отжига и герметизации места спая. Завод-изготовитель тогда делал ?как все?, не вникая, что при циклических нагрузках и вибрации микротрещины в изоляторе — смерть.
Это был переломный момент. Стало ясно, что разговор нужно вести не о ?термопарах оптом?, а о конкретной задаче. Например, для того же комбината в итоге нашли решение через одного поставщика, который детально расспросил про температурный профиль, атмосферу в печи (были следы восстановительной среды) и даже про способ монтажа. Они тогда предложили нестандартное решение — кастомный защитный чехол из особого сплава с добавлением иттрия, хотя изначально запрос был просто ?термопары тип S?. Вот это — уже не просто производство, а инжиниринг.
Сейчас многие достойные заводы именно так и работают. Взять, к примеру, ООО Чунцин Бошэн Приборостроение (сайт — bsyb.ru). В их описании скромно указано, что они расположены в промышленном парке в Чунцине, 35 сотрудников. Масштаб не гигантский. Но когда начинаешь смотреть на их подход, видишь разницу. Они позиционируются как разработчик и производитель, а не сборщик. Ключевая фраза — ?решения для измерения температуры в различных производственных условиях?. Это и есть тот самый сдвиг от товара к решению.
Где прячутся реальные улучшения?
Инновации — громкое слово. В приборостроении, особенно в таком консервативном сегменте, как датчики температуры, они редко бывают революционными. Чаще — это эволюция, набор мелких, но критичных улучшений. И они не в брошюрах, а в цеху.
Первое — это чистота материалов. Качество оксида магния для минерально-изолированных кабелей (МИК) — отдельная наука. От него зависит гибкость, стойкость к вибрации и, главное, электрическая изоляция между жилами при высоких температурах. Китайские лаборатории сейчас достигли очень хорошего уровня в очистке и грануляции этой засыпки. На практике это значит больший срок службы гибкого датчика в подвижном оборудовании.
Второе — автоматизация калибровки и пайки. Раньше спай термоэлектродов — это почти ювелирная работа мастера. Сейчас на передовых заводах, включая того же ?Бошэн?, используют автоматические установки с контролем атмосферы. Это не для красоты. Это даёт невероятно стабильный и воспроизводимый результат по качеству спая, что напрямую влияет на точность и стабильность ТЭДС. Разброс в партии минимален.
Третье, и это часто упускают, — дизайн защитных гильз (чехлов). Коррозионная стойкость — это не только материал (скажем, инконель 600), но и технология изготовления. Бесшовная холодная прокатка, контроль зернистой структуры металла, качество сварки дна. Видел образцы, где точечная коррозия начиналась именно по шву сварки, а не на теле гильзы. Сейчас лучшие производители уделяют этому огромное внимание, потому что гильза — это первый и главный барьер на пути агрессивной среды к самой термопаре.
Пример из практики: когда спецификация молчит
Был проект на химическом производстве, нужны были датчики для реактора с сильными кислотными парами. Техзадание стандартное: тип K, диапазон до 600°C, гильза из 316L нержавейки. Казалось бы, бери любой каталогный вариант.
Но инженер с завода (как раз из подобного ?Бошэну? предприятия) задал кучу ?неудобных? вопросов. Какой именно кислотный пар? Есть ли фазовые переходы, конденсат? Как часто будут вынимать датчик для поверки? Оказалось, что при конденсате паров соляной кислоты даже 316L долго не проживёт, а главное — стандартная уплотнительная сборка на резьбе станет слабым звеном. Они предложили вариант с гильзой из хастеллоя C-276 и цельногерметичной сваркой штуцера, а не резьбовым соединением. Дороже? Да. Но это сработало на годы, в то время как стандартные датчики изначально рассматриваемые для этой задачи, по оценкам, вышли бы из строя за месяцы.
Вот это и есть инновация на уровне применения. Завод не просто продал деталь, он проанализировал условия, которые в ТЗ часто не прописывают, потому что технолог на производстве считает их ?и так понятными?. Но для производителя датчика эти ?понятные? детали — ключ к надёжности.
Не только термопары: а что с системами?
Современный завод по производству датчиков температуры редко останавливается на одном сенсоре. Тренд — предлагать готовый узел или даже систему. Это логично. Клиенту нужна не проволочка в керамических бусах, а гарантированно работающий канал измерения.
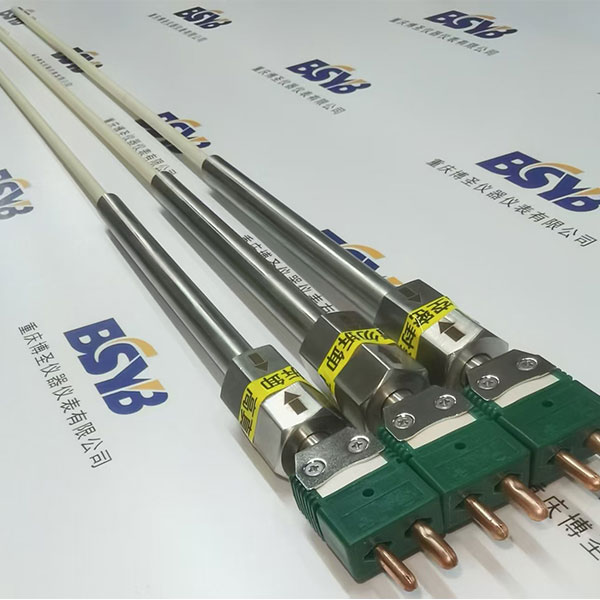
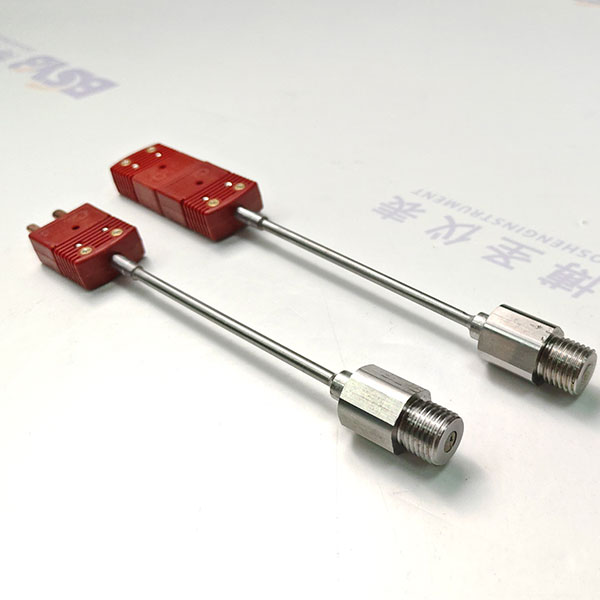
Поэтому многие развивают направление готовых сборок: термопара с головкой, клеммной колодкой, переходником и удлиняющим кабелем в силиконовой или тефлоновой изоляции — всё в сборе, протестированное как единое целое. Это резко снижает риски ошибок при монтаже на объекте. Особенно это востребовано в ОЕМ-поставках для машиностроения.
Ещё один момент — интеграция с беспроводными передатчиками. Это уже не будущее, а настоящее для сложных или вращающихся установок. Видел пилотный проект с одного завода, где термопара типа J была сразу интегрирована в компактный радиопередатчик с батарейным питанием на 3+ года. Ставилось это на вращающийся барабан сушилки. Решение избавило от дорогостоящей системы скользящих контактов. Пока это не массово, но направление мысли правильное — думать о всей цепочке получения данных.
В этом контексте профиль ООО Чунцин Бошэн Приборостроение с его акцентом на ?автоматические контрольно-измерительные приборы? вполне отражает этот тренд. 1800 квадратов площадей и 35 человек — это как раз тот масштаб, где можно гибко работать над кастомными сборками и небольшими партиями сложных изделий, не теряя в качестве контроля.
Ошибки и ложные пути
Конечно, не всё гладко. Были и провальные попытки. Помню историю с одним заводом, который решил ?удивить мир? и запустил производство тонкоплёночных термопар методом напыления на керамическую подложку. Идея — сверхбыстрый отклик, миниатюрность. Технически — всё получилось. Но рынок не принял. Цена оказалась космической, а хрупкость — запредельной. Для большинства промышленных применений, где важна надёжность и стойкость к механическим воздействиям, это было неприменимо. Завод потратил ресурсы на высокотехнологичную, но нишевую в крайней степени разработку, в ущерб улучшению своей основной продуктовой линейки. Урок: инновация ради инновации, без чёткого понимания потребностей рынка, — путь в никуда.
Другая частая ошибка — гнаться за стандартизацией и унификацией в ущерб специализации. Есть гиганты, которые штампуют миллионы штук в год. Их сила — в цене для базовых применений. Но когда пытаешься у них заказать что-то нестандартное, даже с небольшим отклонением (другая длина, нестандартный разъём), упираешься в стену: ?Минимальная партия — 5000 штук, срок разработки — полгода?. Это тупик для многих проектов. Поэтому малые и средние заводы, способные на гибкость, находят свою устойчивую нишу.
И, наконец, бич многих — контроль качества на выходе. Можно иметь самое современное оборудование, но если финальная проверка — это выборочная проба да ещё и без имитации реальных условий (термоциклирование, виброиспытания), то в партию обязательно затешется брак. Доверие к бренду строится годами, а рушится одной поставкой. Те, кто выжил и закрепился на международном рынке, поняли это железно: инвестиции в лабораторию и строгий ОТК окупаются многократно.
Так где же инновации?
Возвращаясь к заглавному вопросу. Инновации на китайских заводах по производству термопар есть, но они не кричащие. Они — в деталях. В переходе от мышления ?производим детали? к мышлению ?решаем проблемы измерения температуры?. В глубоком анализе условий применения. В кропотливом улучшении каждого этапа: от чистоты сырья до финальных испытаний под нагрузкой.
Это не про то, чтобы изобрести новый тип термопары. Это про то, чтобы сделать существующие типы — K, S, R, B, N, E, J, T — максимально надёжными, точными и приспособленными к реальным, а не идеальным заводским условиям. Это про готовность вникнуть в проблему клиента и предложить кастомное решение, как в истории с химическим реактором.
Поэтому, когда видишь сайт вроде bsyb.ru и читаешь, что компания предлагает ?решения для измерения температуры в различных производственных условиях?, стоит отнестись к этому серьёзно. За этими словами может стоять именно тот практический, приземлённый инжиниринг, который и является главной инновацией в этой сфере сегодня. Не революция, а эволюция, движимая пониманием реальных промышленных процессов. Вот что на самом деле ценно.